1、1. 指令格式
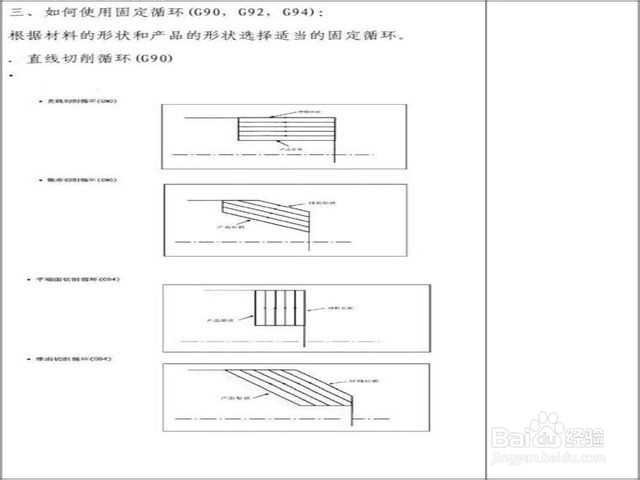
分为端面切削,锥度端面切削
2、2. 指令功能
发布指令后,将从切削点开始,轴向(Z轴)、径向(X轴或X、Z轴同时)切削,实现端面或锥面切削,循环指的是指令的起点和终点相同。
3、3. 指令说明
切削起点:直线插补(切削进给)的起始位置;切削终点:直线插补(切削进给激颂)的结束位置;X:切削终点X轴绝对坐标;U:切削终点与起点X轴绝对坐标的差值;Z:切削终点Z轴绝对坐标;W:切削终点与起点Z轴绝对坐标的差值;R:切削起点与切削终点Z轴绝对坐标的差值,当R与U的符号不同时,要求│R│≤│W│,注意这里的单位都是mm
4、4. 循环过程
首先Z轴从起点快速移动到切削起点;其次从切削起点直耕脂扯线插补(切削进给)到切削终点;然后Z轴以切削进给速度退刀,返回到Z轴绝对坐标与起点相同处;最后X轴快速移动返回到起点,循环结束。
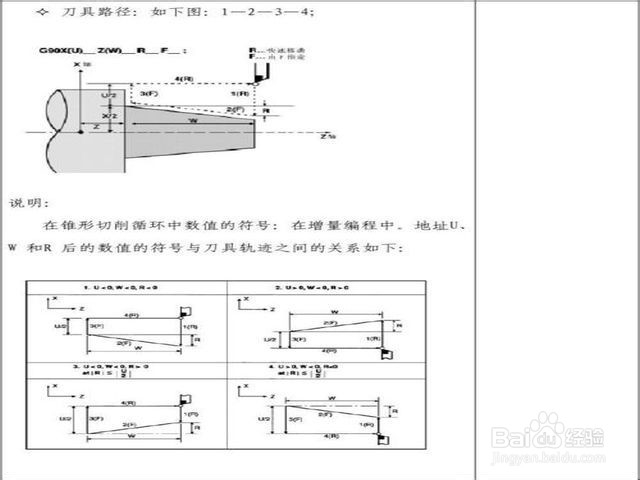
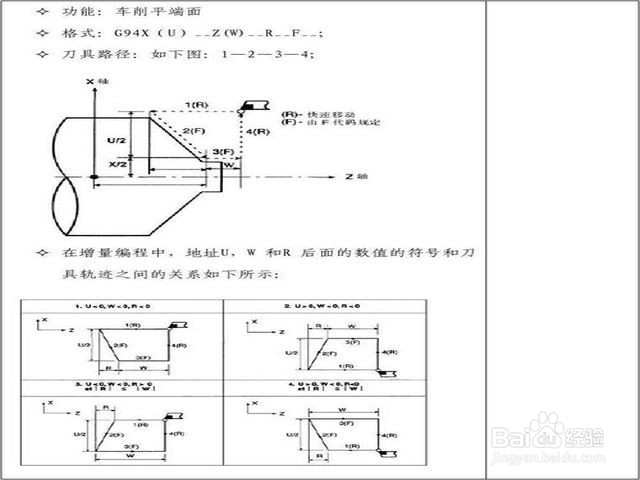
5、5. 端面切削指令格式
G94 X(U)_ Z(W)_ R_ F_

6、6. 端面切削指令功能
实现端面切削循环和带锥度的端面切削循环。刀具从循环起点,按走刀路线,最后返回到循环起点。
7、7. 端面切迅码削指令说明
首先 用X、Z表示端平面切削终点坐标值;用U、W表示端面切削终点相对循环起点的坐标分量;R 表示端面切削始点至切削终点位移在Z轴方向的坐标增量,端面切削循环时R为零,可省略;F表示进给速度,根据循环过程编写计算即可。